The nearly ten three-in-one dehumidification dryers purchased by our company have a long service life. Most of them were purchased at the beginning of the company and have been more than ten years old. These devices are all controlled by PCB boards. After years of use, due to the combined effects of factors such as aging of electrical components and inadequate maintenance, failures frequently occur. Because it is an old model, the manufacturer has stopped production and does not provide PCB board repairs. Negotiate with the manufacturer to adopt PLC transformation.
1. Working principleDrying and dehumidifying part: The hot and humid air coming back from the drying barrel is cooled and blown into the honeycomb runner. The moisture in the air is adsorbed by the runner, and then desorbed by the regeneration heating air. The two air streams act on the runner at the same time, and with the rotation of the runner, the moisture in the air is continuously adsorbed and desorbed by the regeneration air to be discharged, forming a stable low dew point air, which is heated to the plastic The drying temperature is blown into the drying barrel to form a closed cycle to dry the raw materials.
Suction part: Suction material is sucked into the drying bucket from the storage bucket or other storage container. When the magnetic spring of the vacuum hopper detects that there is no material at the beginning, the suction motor runs to generate vacuum in the vacuum hopper. The raw materials in the bucket are sucked into the vacuum hopper due to the air pressure difference. When the suction time is completed, the suction motor stops running, and the raw materials fall into the drying bucket due to their own weight. The dried raw materials are pumped from the drying barrel to the electric eye hopper or other hopper installed in the plastic forming machine.
2. PLC controller selectionConsidering the actual situation of the equipment, Haiwell PLC C16S2R is selected, which not only simplifies the circuit, but also adds over-temperature power-off and fault alarm functions.

Figure 1 Haiwell PLC C16S2R
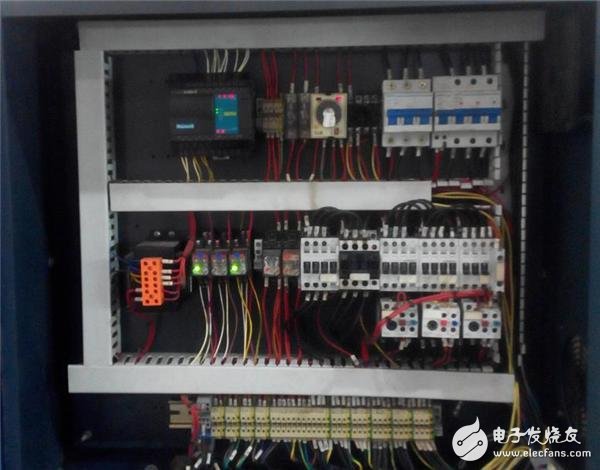
Figure 2 Haiwell's equipment control cabinet after PLC transformation
Three, use experience1. Haiwell PLC programming software has full simulation function, which reduces the time of program writing and on-site debugging, facilitates the debugging work of technicians, and improves work efficiency.
2. Both NPN and PNP signals at the input terminal of Haiwell PLC can be used, which greatly facilitates the use.
3. Haiwell PLC has communication function, which is more cost-effective than similar products of foreign brands.
4. There are help files and program examples for every command. It is too practical for beginners. Those who have studied PLC can easily use Haiwell PLC controller and programming software.
5. The program encryption function does a good job, supporting the export of encrypted files generated by the program.
In short, I think the manufacturer has taken pains to do it, and it is worth recommending to others. Taking this opportunity, I sincerely wish Haiwell PLC to do better and better, catch up with foreign brand PLC as soon as possible, and hope that more people will understand Haiwell PLC. Let's do more and support domestic products!

Figure 3 Jinghaiwei PLC C16S2R transformation completed the equipment in operation
Ring And Fork Type Insulated Terminals
Ring And Fork Type Insulated Terminals,High quality insulated terminal,copper tube terminal
Taixing Longyi Terminals Co.,Ltd. , https://www.lycopperlugs.com